The Differences between Prilling and Granulation
Breakdown and Comparison of two Major Finishing Technologies.
The choice of the right solidification technology can be the deciding factor. Not only for investment costs or operational expenses but also for the consistency of your product quality. With the right insights, you can make the right choices. This is why we will be comparing two major finishing technologies: prilling and granulation.
Introducing the Technologies
Prilling: Back to Where it All Began
The inventor of the prilling method was a plumber from the UK named William Watts. In 1782, he discovered that by letting molten lead flow through a small orifice and fall from an elevated height, that on the way down, the lead drops would solidify and form spherical pellets.[1] These pellets would be similar in size and more spherical than most of the current production methods at the time.
The basic principle behind the prilling process has not changed much since William Watts discovered it in 1782.[2] The main differences are that today a prilling machine is used where large amounts of liquid jets are produced by forcing the melt through a nozzle which then breaks up into small droplets. The priller provides better control of the jet break-up and in turn better quality and size of the product. Additionally, air can flow through the tower and dust can be collected by filter installations or with the use of scrubbers making operation safer. For more information about the main principles of prilling, please read the following article: prilling meaning and prill definition.

Granulation: Promising Technology
In recent history, granulation technology emerged as a promising technology for manufacturing high-grade fertilizer. Discovered in 1965, the ammonium granulator was patented by Frank Nielson. Nielson worked within the Tennessee Valley Authority which partly evolved into the International Fertilizer Development Center. The work done by the TVA resulted in a competitor for prilling in the large-scale finishing of Chemical Fertilizers [3].
In the granulation process, small particles are bound together to create granules. Both melt and a binding agent, are fed as a mist of small droplets into the granulator. Small seed particles feed on the mist of droplets until the desired granule is formed. The rotating drum and high air velocities allow for efficient wetting, drying, and energy transportation.
After 50 years of innovation in the field of granulation and more than 200 in the field of prilling, both technologies have evolved into mature finishing technologies that are operated around the world. But after all these years of research and development, is it possible to make a distinction between the different products? And what are the benefits and drawbacks in the process of both state-of-the-art prillers and granulators? Lastly, what can both technologies learn from each other to move towards a better practice of finishing fertilizer?
Comparing the Products
Product Particle Size
Both processes result in two very different products, although both spherical and free-flowing. The most apparent difference is the particle size of both products. The particle size in prilling is predominantly determined by the falling height available in the prilling tower. The falling height determines the cooling time of the prill and thus the maximum size. Therefore, limitations in the construction of the tower ensure that the average prill size usually lies between 0.5mm up to a maximum of 3mm. If vibrational technology is added to the priller the particle size distribution can be narrowed to a minimum deviation.
In granulation, the particle size is dominated by the residence time in the granulator. The longer the layers are allowed to build up, the larger the granules become. This allows for granules to grow as big as 10mm. However, the PSD is harder to control for larger granules, as not all the granules undergo the same process in the granulator and some are put into contact with more melt [4].
Product Strength
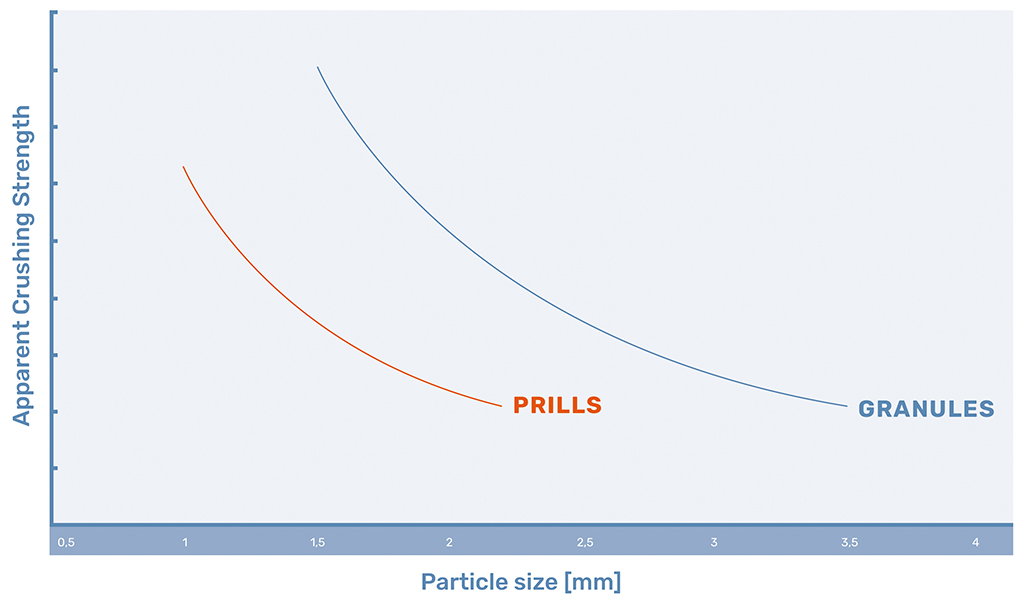
The biggest advantage of granules is the higher crushing strength of the granules with regards to the prills, due to the addition of a binding agent during granulation and the formation of a cavity in larger prills. The trends of crushing strength for urea can be seen in Figure 1.
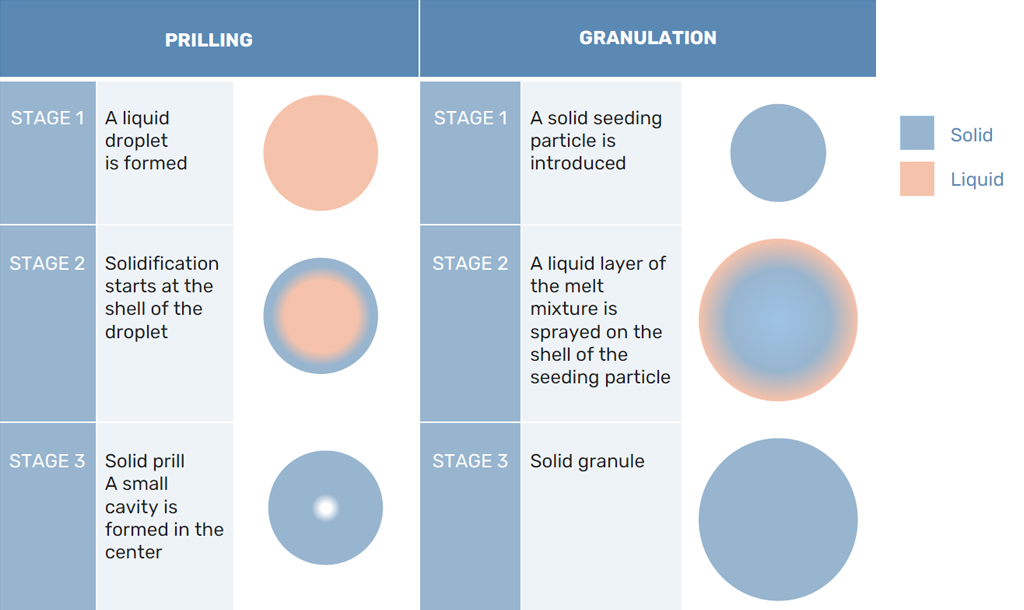
In prilling, after the droplet is formed from the prilling machine, the solidification of the melt starts. At first, the prill solidifies at the interface between the melt and the air, forming a shell of solidified melt that moves inward. However, there is a difference in density between the liquid melt and the solidified prill.
Usually, the solidified prill will take in a smaller volume than the liquid droplet. As the solidification propagates, the prill needs to shrink somewhere. As the shell is already formed, the prill will shrink in the middle, forming a cavity. This core makes for a porous structure of the prill. The bigger the prill becomes, the bigger the cavity in the core of the prill.
In granulation, this porous structure is avoided by the consecutive layer created by the melt and granulation agent. Any hollow areas on the shell of the granule are filled by the next layer and a solid crystal structure is formed. However, this granulation process does require the addition of a granulation agent. This additive helps the formation of a stronger structure. Both processes are shown in Figure 2.
Product Purity
Prilling is a process where melt in is melt out, leading to a product with the highest purity. For a granulation process to run smoothly the addition of a binding agent is necessary. The goal of the granulation plant is to remove as much of the binding agent as possible, but a fraction will always remain present. This can be considered a benefit for prilling, as a binding agent can be added optionally but is not necessary and a pure product can be achieved.
Comparing the Processes
Process Costs
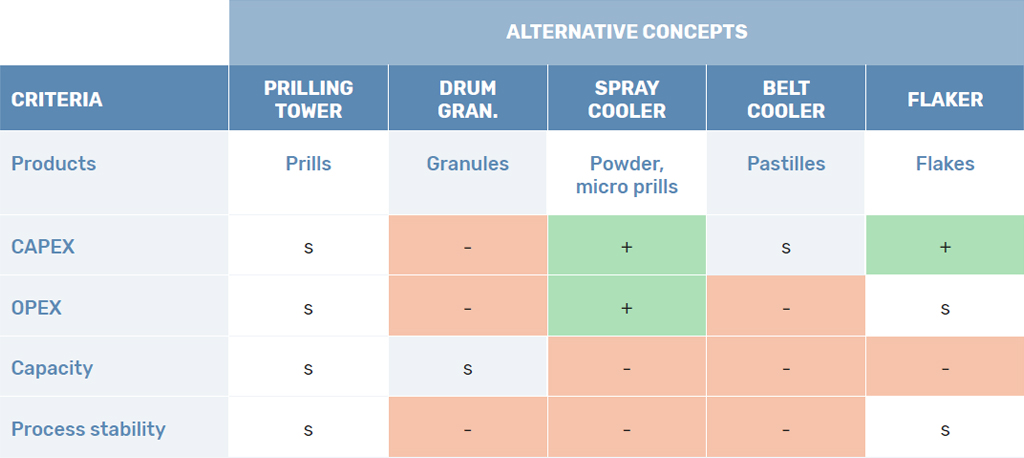
A general rule of thumb is that the initial investment for a granulation plant is three times higher than a prilling tower with the same capacity. A prilling tower can be operated in two different configurations, a version where a natural draft forms the countercurrent airflow and a one where a forced draft is induced by a fan. Natural draft is formed due to the temperature difference between the top of the tower where the melt enters and the bottom where air enters. A higher capacity of melt will lead to a higher temperature difference and subsequently to a higher airflow. The natural draft prilling tower has very little moving parts and is relatively cheap to build and operate. A prilling tower with forced draft can decrease the tower height needed, but in general leads to higher capital and operational expense needed.

A fluidized bed or rotary granulator requires a larger investment, as it is a more complex process to construct and operate than prilling. There are multiple moving parts and nozzles needed to operate the process.
Process Control
In general, a prilling tower is a more robust and easier process to control than a granulation process. The main benefit of prilling towers for a plant finishing section is the high degree of self-control. The prilling bucket can handle fluctuations in the melt, as the rate of flow out of the bucket is a function of the flow in. Also, as mentioned before, when the flow of melt is increased, the airflow in changes accordingly due to the temperature difference. In addition, as high-quality prilling systems have two buckets, changeover can be done with minimum downtime, leading to a highly robust process [5].
The more complex granulation process usually is harder to control as there is more equipment moving. Also, although we have acquired significant knowledge over the last couple of years, the complex nature of the granulation process and the modeling and operation of granulation plants are hard and, in some cases, still largely based on empiricism, leading to high waste ratios and, by extension, high recycle rates [6].
Process Emissions
In general, the emissions from a prilling tower are considered higher than those generated during granulation. There is a larger gas stream that needs to be treated before it can be either recycled or ejected out of the tower. After treatment, the gas is just as clean as compared to the waste streams of the granulation plant.
However, because the melt is deposited in layers on the seed particles, the residence time of liquid melt is minimal. If a product with a high vapor pressure is to be finished, more product will evaporate in the prilling tower than in a granulation process. The longer the product is liquid, the more of the melt will evaporate, leading to higher losses and dust formation in prilling, which need to be treated.
Conclusion
In the introduction, the question was raised what the difference is between the granulation and prilling, its associated products, and what both can learn from each other. While both products form spherical particles, there are a lot of differences. Prills form smaller, more monodisperse particles, where no additives are needed. Granules on the other hand form bigger and stronger particles, which are more resistant to wear caused by transportation and can homogeneously be blended with other granules based on particle size.
On the process side, prilling, without any precautions, generates more emissions than granulation. However, it provides a much cheaper, less complex, and robust system and can be operated with lower energy consumption. In conclusion, prilling is a more suitable process when a cheaper, monodisperse and pure product is needed, while granulation is better equipped to produce more expensive, larger, and stronger particle which can be better transported.
Overcoming the drawbacks of prilling is the main quest of Kreber, to provide a robust and energy-efficient solution for the finishing of industrial melts. The prill strength and size, the overall emission of the prilling process, and a monodisperse prill distribution are just a few of the challenges our researchers cope with every day. If you want to be a part of our journey towards the perfect prill, we are happy to help you.
References
- Harrison, David. Dream Lead to Invention. Bristol Times, 26 November 2002.
- Watts, Williams. Small Shot. 1347 United Kingdom, 10 December 1782.
- Griffin, Curtis. History of Granulation and State of the Art Granulation. Tampa FL : PegasusTSI, 2015.
- Rahmanian, Nejat, et al.Urea finishing process: Prilling versus Granulation, Procedia Engineering 102, pp. 174 - 181, 2015.
- Van 'T Land, C. M. Industrial Crystallization of Melts. Boca Raton : CRC Press, 2004.
- Al Alaween, W. H., Mahfouf, M. and Salman, A.D. Predictive modelling of the granulation process using a systems-engineering approach. Sheffield, UK : Powder Technology, 2016.
- Lide, D.R. CRC Handbook of Chemistry and Physics. 81st Edition. Boca Raton : CRC Press LLC, 2000.
- Baboo, P. Energy saving and polution control in urea plant through prilling tower and other equipments. 7, Vijaipur : International Journal of Engineering Trends and Technology, Vol. 36, 2016.
- Brouwer, M. ureaknowhow, 2015.

Meet the author
Process Engineer
Toon Nieboer has been researching the prilling process for years. In addition to publishing various articles about this subject, he is a frequent speaker at conventions.

